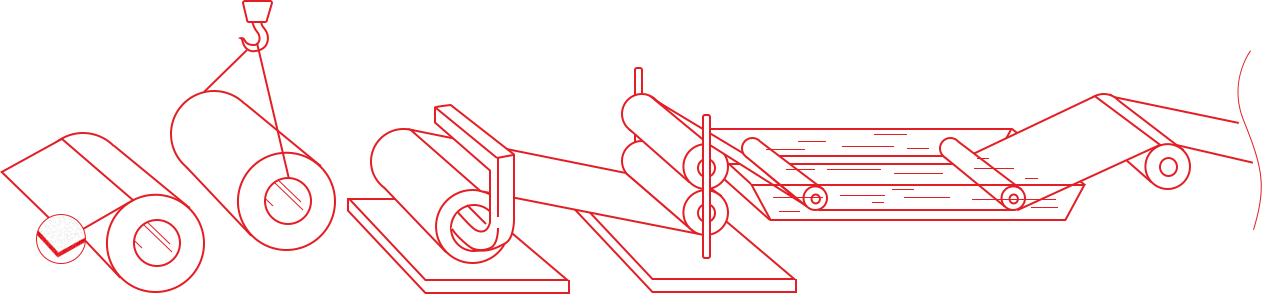
Осмотр рулона на пригодность к покраске и взвешивание.
2
Подача рулона
Рулон загружается в размоточный барабан, конец листа подается на ленту.
3
Обезжиривание и промывка
Стальной лист подается в ванну со щелочным раствором. После лист промывают в большом количестве воды.
4
Предварительная обработка
Для повышения устойчивости к коррозии и улучшения характеристик краски, наносится пассивирующий слой химического раствора. Затем на лист наносятся защитные слои грунтовки и краски.
5
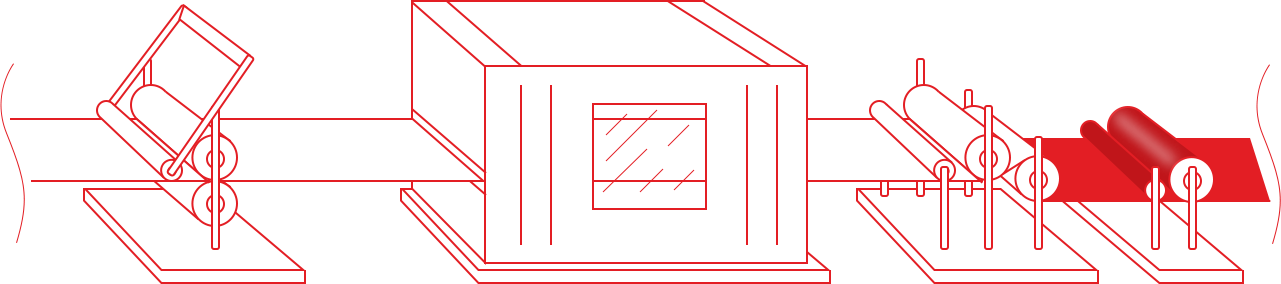
Сушка и охлаждение
Для затвердевания грунтовки и краски, лист подается в вулканизационную печь, где температура достигает 232-241 С ° и поддерживается от 4 до 8 секунд, а затем охлаждается.
6
Нанесение краски
Оцинкованный и загрунтованный лист подается в камеру точного нанесения краски, где окрашиваются тыльная и лицевая поверхности листа.
7
Сушка и охлаждение
Для полного затвердевания краски лист подается в вулканизационную печь, где температура достигает 232-241 С° и поддерживается от 4 до 8 секунд, а затем охлаждается.
8
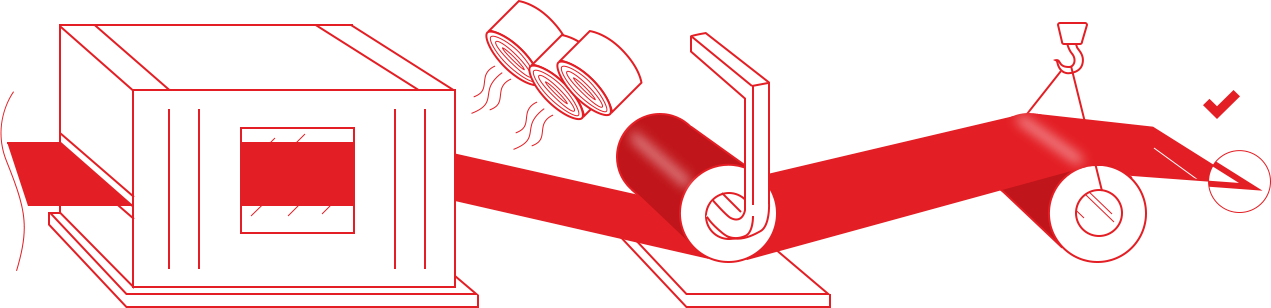
Формирование рулона
Лист подается на наматывающий барабан, затем нарезается и сматывается в готовые рулоны.
9
Проверка качества
После окончательной обработки рулона производится проверка качества на изгиб и контрольное взвешивание.
10
Упаковка
Рулон упаковывается в защитную упаковку и маркируется этикеткой.